Advantages of Using the Best Wiped Film Evaporator for Efficient Separation
In recent years, the demand for efficient separation processes in industries such as pharmaceuticals and food production has surged, with the wiped film evaporator (WFE) emerging as a pivotal technology. According to a report by MarketsandMarkets, the global evaporator market is projected to reach $4.2 billion by 2025, driven by the growing need for high-efficiency separation methods.

The WFE, renowned for its ability to handle heat-sensitive materials while maintaining product integrity, plays a crucial role in achieving optimal separation and concentration. With the advancement of technology and increasing regulatory pressures, selecting the best Wiped Film Evaporator not only enhances operational efficiency but also aligns with international standards for product quality and safety.
This blog will explore the advantages of using top-tier wiped film evaporators, highlighting their contributions to effective separation and compliance with industry certifications.
Table of Contents
[Hide]
The Science Behind Wiped Film Evaporators and Their Efficiency
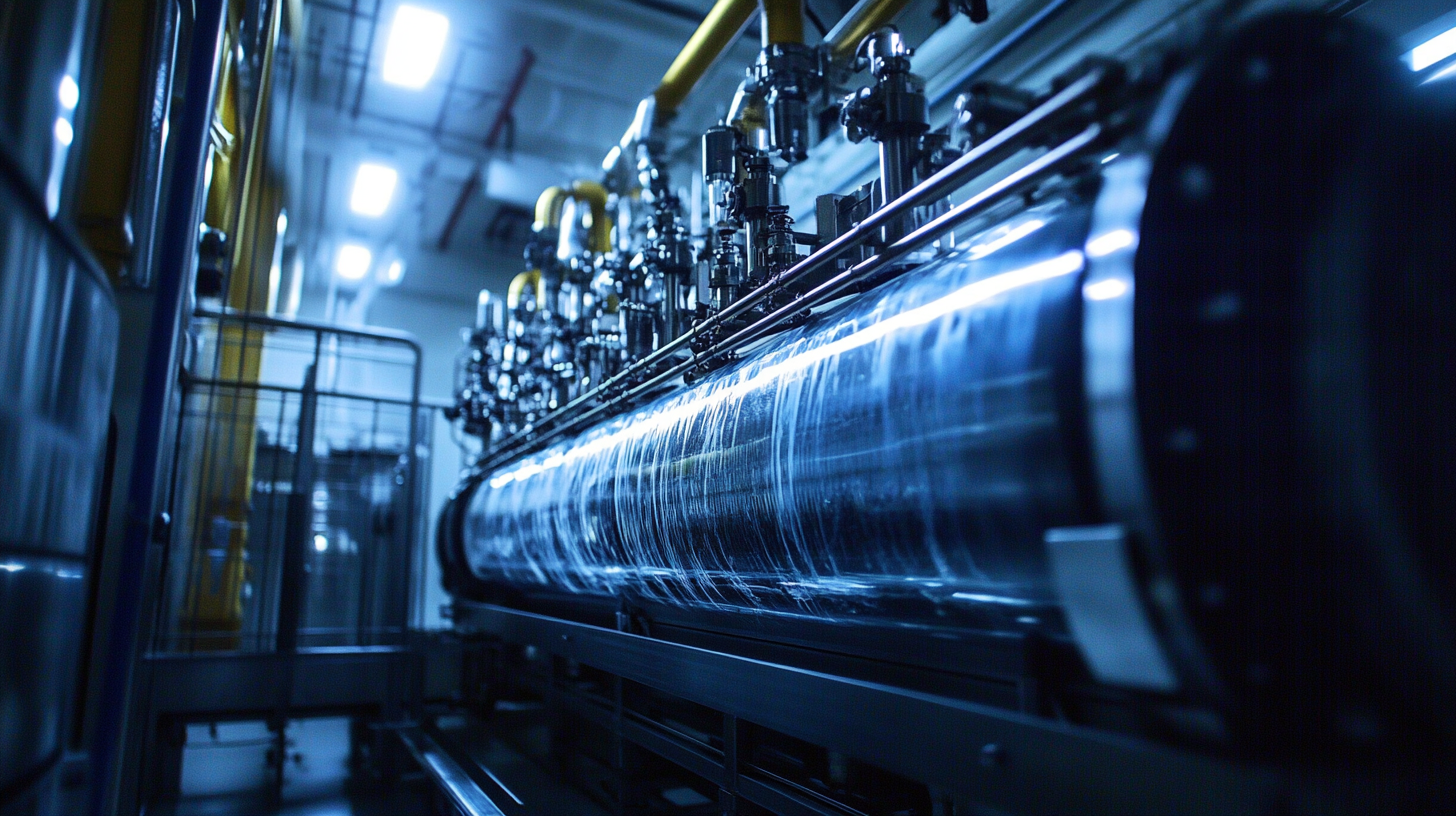
Wiped film evaporators have gained significant attention in various industries due to their unique design and operational efficiency. At the core of their effectiveness is the mechanism by which they facilitate the separation of components in a mixture. The evaporator employs a thin film of liquid that is continuously wiped across heated surfaces. This method not only enhances heat transfer but also minimizes the residence time of the liquid, reducing the chances of thermal degradation of sensitive compounds.
The science behind wiped film evaporators lies in their ability to maintain a consistent film thickness while ensuring maximum surface area exposure to heat. This leads to rapid evaporation and a more efficient process overall. The wiped film design also helps in preventing fouling, which is a common issue in traditional evaporators, ultimately resulting in a more reliable and cost-effective operation. The ability to operate under reduced pressures further contributes to the preservation of volatile substances, making wiped film evaporators a crucial tool in the extraction and purification processes across various applications.
Advantages of Using the Best Wiped Film Evaporator for Efficient Separation
| Feature | Description | Efficiency Impact | Applications |
|---|---|---|---|
| Continuous Operation | Allows for uninterrupted processing of materials | Increases throughput and reduces operational costs | Pharmaceuticals, Food Processing |
| High Thermal Efficiency | Minimizes heat losses during evaporation | Enables faster concentration of products | Chemical Industry, Biofuels |
| Versatile Operation | Can handle a variety of feed materials and viscosities | Accommodates different application needs effectively | Essential Oils, Concentrates |
| Quality Product Output | Produces high purity outputs with minimal contaminants | Improves product quality, meeting stringent standards | Pharmaceutical and Cosmetic Industries |