Unveiling Top 8 Specifications of the Best Spiral Tube Reactor for Global Buyers
In recent years, the demand for efficient and innovative chemical processing technologies has surged, with the Spiral Tube Reactor emerging as a frontrunner in this evolution. According to a report by Research and Markets, the global market for chemical reactors is projected to reach $10.9 billion by 2025, driven by the increasing need for energy-efficient solutions and sustainable practices. The unique design of Spiral Tube Reactors, which enhances mass and heat transfer while minimizing reaction times, plays a crucial role in this growth. Furthermore, the ability to maintain precise temperature control and increased surface area allows for greater reaction efficiency and product yield. As global buyers seek cutting-edge technology to improve their manufacturing processes, understanding the top specifications of the best Spiral Tube Reactors is essential for informed investment decisions.
Table of Contents
[Hide]
Top Factors Influencing the Selection of Spiral Tube Reactors for Global Buyers
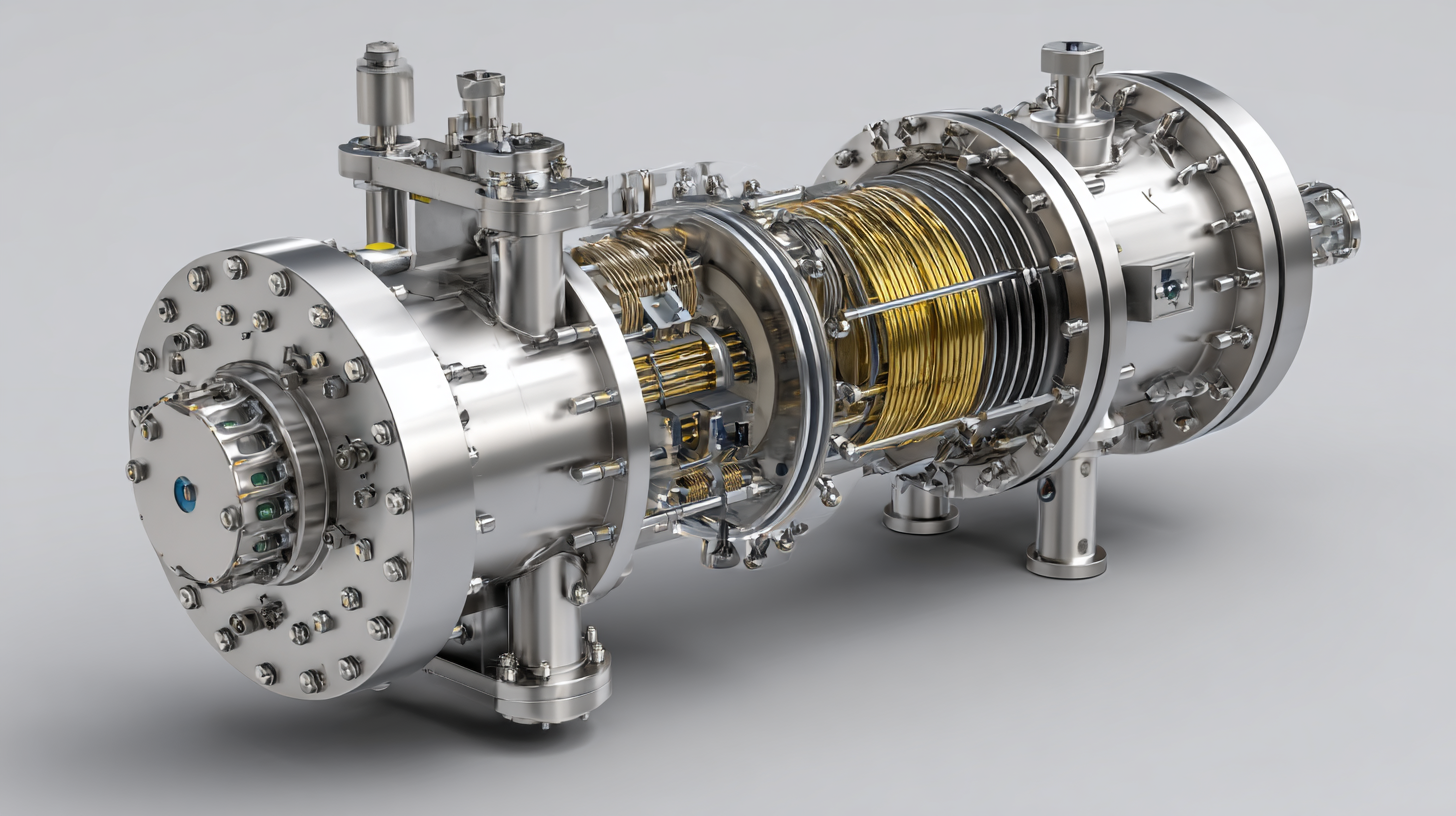
When selecting a spiral tube reactor, several critical factors come into play that can significantly influence buyers' decisions. The design and material of the reactor are paramount, as these determine chemical compatibility, temperature resistance, and overall durability. For instance, reactors made from high-grade stainless steel or specialized alloys can withstand harsh reactions and prolong operational life.
 Additionally, the reactor's configuration, including the length and diameter of the spiral tubes, directly impacts mixing efficiency and reaction times, making it essential for buyers to align these specifications with their specific process requirements.
Additionally, the reactor's configuration, including the length and diameter of the spiral tubes, directly impacts mixing efficiency and reaction times, making it essential for buyers to align these specifications with their specific process requirements.
Another important consideration is the reactor’s scalability. Buyers must assess whether the system can accommodate varying production levels without compromising performance. Automation features should also be examined, as advanced control systems can enhance precision and ease of operation. Furthermore, energy efficiency is a growing concern in today's market, and a reactor designed to minimize energy consumption can provide significant cost savings in the long run. Evaluating these factors will help global buyers make informed decisions, ensuring they select a spiral tube reactor that meets their operational needs effectively.